In order to improve its mechanical properties, tools need to undergo heat treatment such as quenching and hardening.
Quenching:
This is a type of heat treatment that includes heating and subsequent cooling of the steel to reduce internal stress in the material. During the heating process, martensite is generated, which has a very hard structure and high ultimate tensile strength, but low resilience.
Therefore, the material is prone to cracking; To avoid this issue, the steel is then tempered through controlled cooling. The cooling rate during tempering has a significant impact on the residual stress of the steel. The slower the cooling rate, the weaker the residual stress.
The steel grade that can undergo this treatment contains 0.4-0.6% carbon, hence it is called quenched and tempered steel.
Hardening:
The purpose of this treatment is to increase the hardness of the material, which includes heating the steel to a certain temperature and then rapid cooling.
The commonly used method for measuring tool hardness is the Rockwell hardness test, which is performed using a conical (HRC) or spherical (HRB) indenter.
It involves gradually increasing the load on the instrument. The hardness is determined by the depth of penetration of the indenter into the workpiece.
Induction hardening:
This is the most common heat treatment for press brake machine tools, but as it is a surface treatment, it only affects the outer layer of the tool.
This quenching utilizes the principle of electromagnetic induction: a conductive material (coil) is placed in a strong alternating magnetic field, the tool is heated to a high temperature, and then rapidly cooled by a flow of coolant.
Induction quenching can form a very hard surface with wear resistance and fatigue resistance, without affecting the toughness of the core.
Core hardening:
Some press brake machine tool manufacturers use core hardening to achieve consistent hardness throughout the tool, while the surface hardness value is low, and the surface is usually subject to wear.
Length and precision
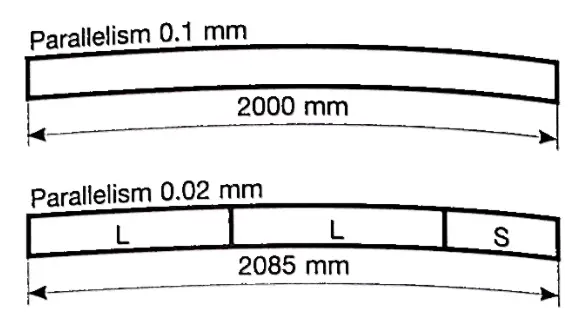
In the past, press brake machine tools were produced as single pieces, and their length was the same as that of the press brake machine or the profile to be bent. These steel tools are planed because hardening and grinding can cause them to deform due to their length. Due to the inability of the cutting tool to process, its accuracy is quite low, approximately 0.1 millimeters per meter.
With the emergence of new technologies, the accuracy of press brake machine tools has significantly improved. Today's tools are parts that are produced, hardened, and machined, ensuring higher accuracy (0.0 millimeters per pallet) and better mechanical performance than before. The length of the press brake machine tool varies depending on the type, for example, the Shinite tool has a length of 835mm.
The segmentation tool has several advantages: standard modular length, so that operators can purchase tools to form the required total length;
Easy to operate, saving time when installing the press brake machine;
Save costs because only worn or damaged parts of the tool need to be replaced, rather than the entire length;
The machine can be set up using different workstations and installation tools with different profiles that are used in sequence.
It is important that the tool dimensions are correct and can be fully interchangeable and aligned to utilize modern press brake machines and ensure high-quality press brake and repeatability.
Thanks to the surface finish generated by grinding machines, modern press brake machine tools can produce molds with radii in V-shaped molds and punch tips.
This allows for uniform press brake without marking the metal sheet and understanding the exact contact points between the tool and the metal sheet. This is important information for the CNC system of the press to automatically set press brake parameters to achieve maximum repeatability.